AKBU 35 PMQ no longer starts
Question:
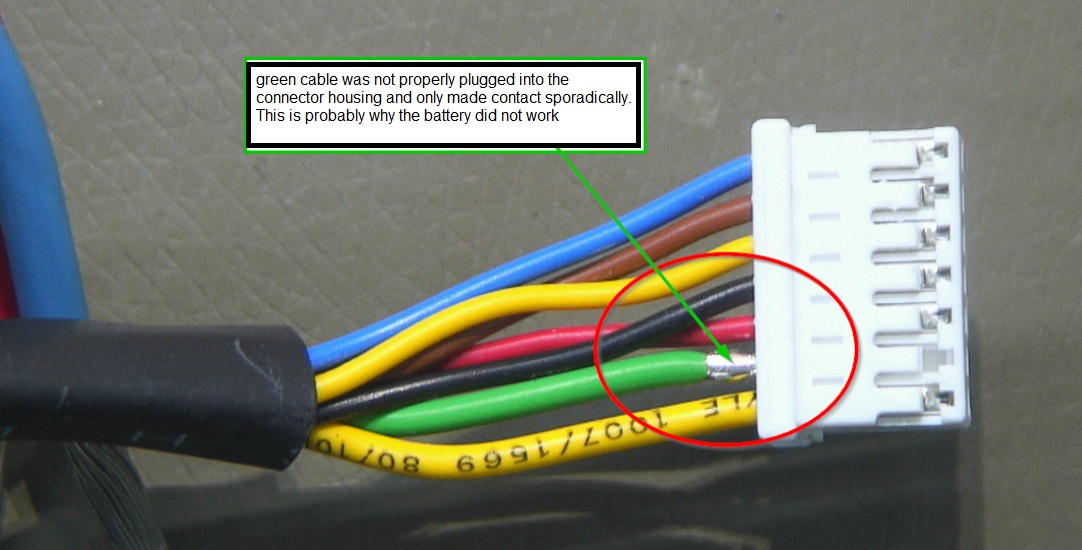
My AKBU 35 PMQ suddenly won't start. What could be the reason?
Answer:
Apart from the usual components in question, such as the motor and electronics, a sudden failure of the machine may be due to an incorrectly plugged connection cable. Please check the connection cable.
Media:
ASCD18-1000 with FEIN interface. Use motor from AS variant.
Question:
ASCD18-1000 with FEIN interface. Use motor from AS variant.
Answer:
The motor of the ASCD18-1000 with AS (AmpShare) interface (31347044990) can be used for repairs.
The connection cables of the new motor are slightly longer and must be laid in a loop (2) under the electronic unit, as shown in the media.
Media:
Are FEIN core drills “Made in Germany”?
Question:
Are FEIN core drills “Made in Germany”?Are FEIN core drills “Made in Germany”?
Answer:
The vertical range of manufacture in Germany is approx. 80%.
The majority of our core drilling machines therefore have the label “Made in Germany”.
Individual models are assembled at our site in India.
Are the GXIS-1 and GXIS-2 pipe routing systems height-adjustable?
Question:
Are the GXIS-1 and GXIS-2 pipe routing systems height-adjustable?
Answer:
The GXIS-1 and -2 pipe routing system impresses with its infinitely variable height adjustment from 670 mm to 870 mm from the floor.a { text-decoration: none; color: rgba(70, 79, 235, 1) }tr th, tr td { border: 1px solid rgba(230, 230, 230, 1) }tr th { background-color: rgba(245, 245, 245, 1) }
Are the cork profiles and the holder of the profile sanding set available separately?
Question:
Are the cork profiles and the holder of the profile sanding set available separately?
Answer:
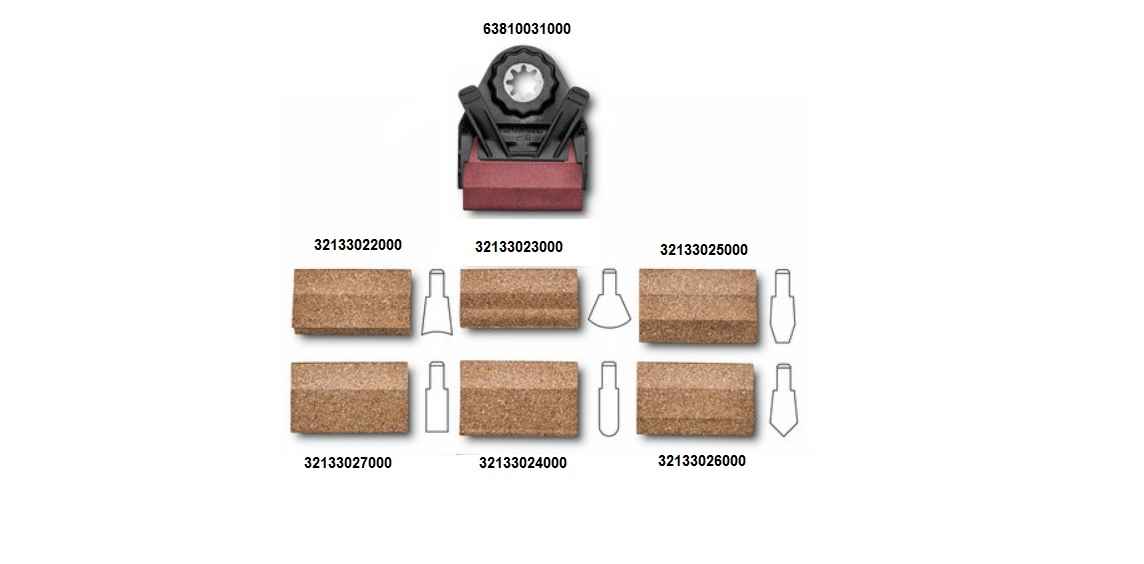
Yes, the profiles and the holder of the profile sanding set are also available separately. You will find the corresponding order number in the attached image file.
You can obtain accessories from one of our specialist dealers in your area. You can find the address on our website under Dealer search.
Media:
Are there any maintenance or calibration recommendations for AccuTec industrial screwdrivers?
Question:
Are there any maintenance or calibration recommendations for AccuTec industrial screwdrivers?
Answer:
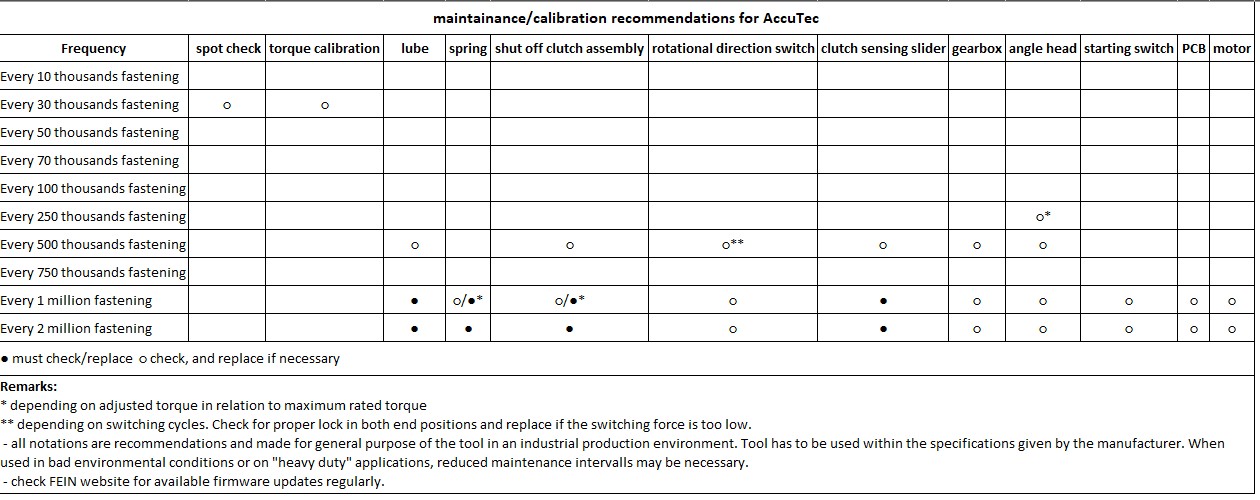
Under Media, you will find maintenance/calibration recommendations for AccuTec industrial screwdrivers.
Media:
Are there any other core drill holding systems?
Question:
Are there any other core drill holding systems?
Answer:
Weldon 32, Weldon 1-1/4",
M18, Universal (WelNit, FullUniversal, One-Touch, Fusion II)
Are there spare parts for Accutec angle heads?
Question:
Are there spare parts for Accutec angle heads?
Answer:
Various spare parts are available in the spare parts catalog for angle heads up to 14 Nm.
There are no spare parts for angle heads higher than 14 Nm.
If these are defective in any way, compliance with the CMK value cannot be guaranteed after repair due to the high torques.
Angle heads > 14 Nm must be replaced completely.
Are there still saw blades available for the ASte 649-1?
Question:
Are there still saw blades available for the ASte 649-1?
Answer:
The old saw blades included with the ASte 649-1 are no longer available and are out of stock.
The saw blades included with the ASAS 18-21 K AS can be used as replacements.
The 1/2" mount is the same. (See image of saw blades laid on top of each other).
You can find an overview of the saw blades under ASAS 18-21 on the website for your country.
Can I resharpen / regrind my carbide or HSS core drills?
Question
Can I resharpen / regrind my carbide or HSS core drills?
Answer:
In principle, this is possible with carbide and HSS core drills.
However, a special grinding machine and the necessary rake and clearance angles are required.
There are special grinding companies that specialize in resharpening/regrinding.
As a rule, however, carbide and HSS core drills are not resharpened or reground. The costs for this are close to those of a new purchase.
Can I use Fein core drilling machines to machine HARDOX 400 and 450?
Frage:
Can I use Fein core drilling machines to machine HARDOX 400 and 450?
Antwort:
There are different HARDOX grades: 400, 450, 500, 550, and 600.
Please note that our tools can only be used to machine HARDOX grades 400 and 450.
The core bit life is approximately 0.25 m. This corresponds to approximately 20 holes with a HM Ultra, ø 18 mm, in HARDOX 400 with a material thickness of 12 mm.
For successful core drilling in HARDOX 400 and 450, the following points must be observed:
Please open PM application tips
Can a 60° bevelled edge with a length of 3-4 mm be applied to the inside and outside of a pipe using an edge milling machine?
Question:
Can a 60° bevelled edge with a length of 3-4 mm be applied to the inside and outside of a pipe using an edge milling machine?
Answer:
Basically, it will be very difficult to apply a 60° bevel on both sides, as you will no longer have any support for your machine guide.
You will have to tilt constantly. You will need to practice a lot to do this in exactly the same way.
Media:

64301008010, Fräser, 64302011010, Wendeschneidplatte, 64303008010, Führungsrolle
Can aerated concrete also be processed with the MKAS 355?
Question:
Can aerated concrete also be processed with the MKAS 355?
Answer:
The MKAS 355 is not intended for sawing materials other than metal.
Sawing gas concrete also produces mineral dust, which is harmful to the motor.
The MKAS 355 cross-cut saw is not designed for this.
Can cast iron also be machined with the MKAS 355??
Question:
Can cast iron also be machined with the MKAS 355??
Answer:
Cast iron can be machined with the MKAS 355
We recommend the mild steel saw blade 63502302000
Can our shut-off wrenches (AccuTec) also be used for left-hand threaded connections?
Question:
Can our shut-off screwdrivers (AccuTec, ASM, ASW) also be used for left-hand threaded connections?
Answer:
AccuTec mechanical shut-off screwdrivers are designed for tightening right-hand threads (geometry coupling) and shut off with a repeat accuracy of +/- 5%.
Anything that is screwed tight can also be opened again with the reverse rotation (loosening torque higher than the tightening torque).
Mechanical shut-off is possible in reverse, but not with an accuracy of +/- 5% (the dispersion is higher – there is also no homologation test for this), and screw connections that have been made in reverse cannot be opened again with clockwise rotation.
We do not recommend FEIN AccuTec for continuous use for screw connections in reverse.
One option for left-hand screw connections (continuous use) is EC screwdrivers (different technology, not comparable with mechanical shut-off screwdrivers). These are programmable and can precisely control and monitor torque, speed, and angle of rotation. There are several suppliers on the market offering this technology.
If you are interested in testing FEIN AccuTec, please do not hesitate to contact us.